【seedsリサイクル】高速ロールキャスターによるアルミニウム合金板の鋳造~省工程・省エネルギーとアップグレードリサイクルの融合~
- 2022/9/26
- 大学のシーズ

大阪工業大学 工学部 機械工学科 材料加工 羽賀俊雄 教授
■概要
ロール周速30m/min以上,冷却速度2000℃/s以上でアルミニウム合金板が鋳造可能な双ロールキャスターと単ロールキャスターの開発を行ってきた.溶湯から直接薄板の高速鋳造が可能であるため,省工程・省エネルギーの利点がある.また,高い冷却速度によりリサイクル材に含まれる金属間化合物を微細粒状化し,不純物を部外化することができる.つまりアップグレードリサイクルが可能になる.また,中心線偏析は,双ロールキャスターに特徴的な欠陥であるが,これを解決するためにスクレイパーを装着した単ロールキャスターを開発した.
■高冷却能・高速双ロールキャスター
本研究室では,主にアルミニウム合金用の高冷却能・高ロールキャスターとして2種類の双ロールキャスターと1種類の単ロールキャスターを開発した.これらを図1から図3に示す.図1は縦型双ロールキャスターである.溶湯ヘッド圧を利用し,溶湯とロールの接触状態を良好にしている点が特徴である.これは,リップルマークの発生の低減や冷却速度を高めることに効果がある.90m/minの高速鋳造が可能である.図2は,異形双ロールキャスターである.下ロールの凝固距離を長くできるようにするため,このような形状とした.縦型双ロールキャスターと比較して,厚い板が鋳造できる.また,設備がコンパクトである.溶湯を下ロール面上に直接注湯するため,注湯設備が簡略化できる.ロール上の溶湯プールの溶湯の量を少なくできる.図3は,スクレイパーを装着した単ロール法である.双ロール法の欠点である中心線偏析を改善するために単ロール法を採用した.ロール面からのみ凝固進展するため,中心線偏析は発生しない.スクレイパーは自由凝固面を平坦にするためと,ロールと板の間の熱伝達を高めるために役立つ.つまり単ロール法よりスクレイパーを使用すると板の冷却状態が良い.スクレイパー荷重は非常に小さいため,板の表面割れは発生しない.
( 図4から図7に板の鋳造様子を示す.)
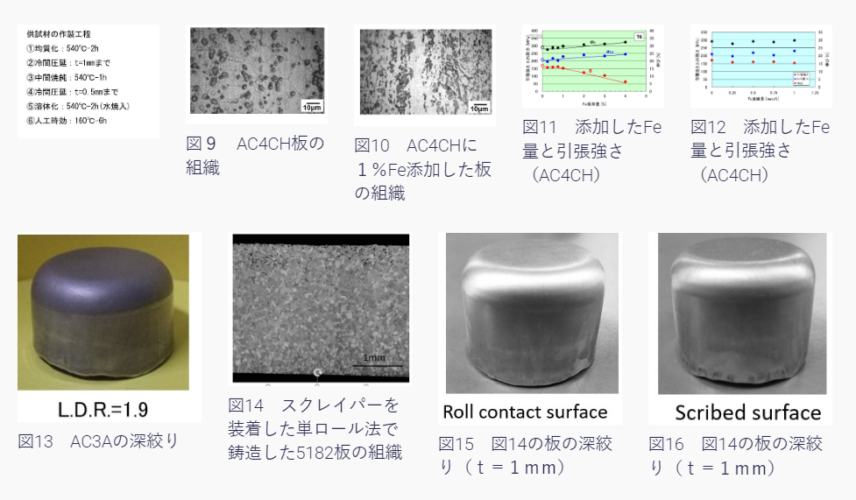
AC4CHにリサイクル材を想定してFeを添加して図1の縦型双ロールキャスターでロールキャスティングを行った.冷間圧延後にT6処理を行い引張試験を行った.図9にはAC4CH板の断面,図10にはAC4CHに1%のFeを添加した板の断面を示す.共晶Siは微細化し,Feも急冷凝固と冷間圧延により微細化したと考えられる.図11はFeの添加量に対する引張試験の結果である.Feは4%まで添加した.Fe量が1%以上では伸びは低下するが,体力と引っ張り強さは低下せず,むしろ向上した.添加するFe量が1%以下であれば機械的性質は裂開しないものと考えられる.図12は,Feの添加量が1%の部分の拡大図である.通常の鋳造であれば,Feの添加量が0.2%で伸びが低下する.ロールキャスト材は,リサイクル材の機械的性質の改善に有効である.
図13はAC3Aのロールキャスト板を1mmで冷間圧延し,y機なましたいたの深絞りである.Si量が%,Fe量が0.44%の鋳造用合金であるが,深絞りが可能であり,限界絞り比が1.9に達した.急冷凝固により共晶SiやFe,Feを含む金属間化合物が微細粒状化した効果であると考えられる.
図14は,スクレイパーを装着した単ロール法で鋳造した5182板の断面である.中心線偏析が存在しないことがわかる.図15と図16は図14の板を1㎜まで定款圧延後に焼きなまし後に深絞りを行った結果である.ロール接触面,スクレイパー面のどちらを外側にした場合でも,限界絞り比は2.0に達し,偏析が原因で発生する偏析縞は存在しなかった.
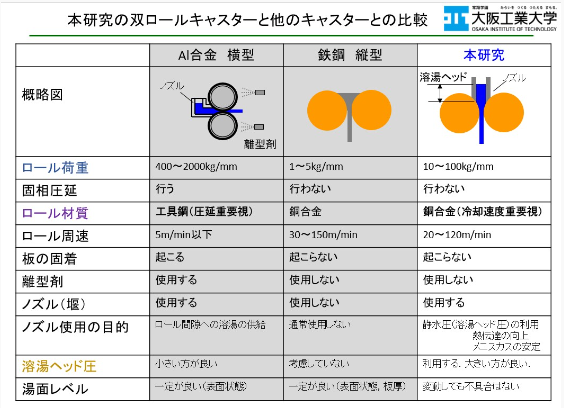
下図は,本研究の縦型の双ロールキャスターと従来のアルミニウム合金用の双ろーうキャスター,および鉄鋼用の双ロールキャスターとの比較である.従来のアルミニウム合金用の双ロールキャスターが,鋳造にと同時に熱感圧延を行うことに重点を置いていることに対し,本研究の双ロールキャスターは鋳造,つまり急冷凝固に重点を置いた.その結果,鋳造速度は劇的に高速化し,板の冷却速度も向上した.
同じ縦型でも,鉄鋼系の双ロールキャスターと本研究の双ロールキャスターで,大きな相違があつ.本研究ではノズルを使用している.これは,溶湯ヘッド圧を利用して溶湯とロールの接触開始点のメニスカスの振動を押さえ,溶湯とロールの接触状態を良好にして熱伝達を大きくするとともに,リップルマークの低減の効果がある.また溶湯ヘッドの位置が変動しても,板厚を一定に保つ効果がある.
■論文
・「高速ロール周速,高冷却速度のアルミニウム合金用双ロールキャスタの開発」(2014)羽賀俊雄『鋳造工学』86(1)p.48-53.
・「Strip casting of 6061 and recycled 6061 alloy by an unequal diameter twin roll caster」(2011)Hagatoshio『Advanced Materials Research 』264-265p.1911-1916.
・「600 mm-Wide Strip Casting Using Single Roll Caster Equipped with Scraper」(2019)HagaToshio『Key Engineering Material』805p.43-49.
■特許
・特願2006-278929特許第4873626号
・特願2010-074895特許第5472855号
・特願2010-078647特許第5846991号
■お問い合わせ
大阪工業大学 研究支援・社会連携センター
E-mail:OIT.Kenkyu@josho.ac.jp
TEL:06-6954-4140 FAX:06-6954-4066
この著者の最新の記事





関連記事